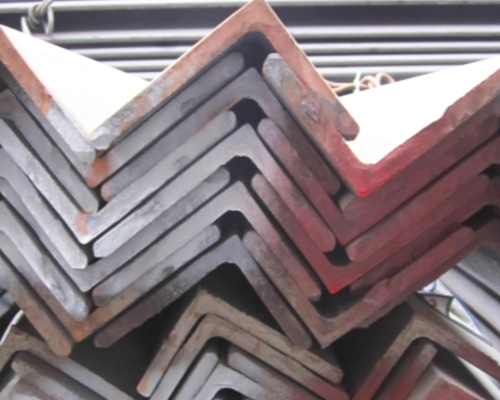
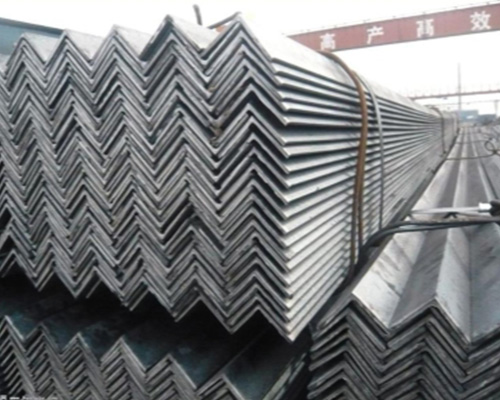
山西峻宏贸易厂家给您介绍山西角钢的相关知识
1、送料装置本身的精度。驱动送料辊轮的齿轮类齿隙比较小,驱动送料辊轮的伺服电机可以灵活、适度地加、减速。
2、送料中心线。送料装置的中心线与冲压机械的中心线必须设置在同一直线上。如果不在一条直线上,开卷后的材料被送到模具时,相对于模具就是倾斜的,模具内部的材料导向,送料装置的侧面导向等都会发生很大的抵抗,在很大程度上降低送料的精度。
3、卷料的幅度精度。当卷材从很宽的材料剪切时,因剪切装置的精度和刚度原因剪切下来的材料幅度会出现正、负误差。在通过模具的导向柱时,材料过窄就会产生间隙,发生抖动,使送料的精度下降。在通过模具的导向柱时,材料过宽会被压缩变形,也会严重降低送料精度。
4、材料卷料宽度的波形。卷料幅度方向的波纹形状一定要小,在卷料宽度方向上2000mm长度范围波形鼓起也必须在2mm以下。随着板厚的增加鼓起也会增加,严重时2000mm的长度范围内会有5mm以上的鼓起,这样的材料就不能送料了。
5、卷料幅宽方向的厚度精度。卷材都是由很宽的压延钢板卷曲而成的,相对来说靠近中央附近的精度比较好,幅宽方向的两端呈现逐渐变薄的现象,厚度的精度明显变差。此时,幅宽精度比较差的卷材也会影响送料精度。
6、材料表面的粗糙度。与表面非常光滑的卷材相比,表面粗糙的钢板和送料装置辊轮间的摩擦系数要高,所以送料精度会相应地得到提高。需要注意的事,粗糙面压延钢板是在冷轧延伸时,在材料表面会形成非常细小的凹凸,这些粗糙的面会造成轧制油的残留,也便于拉深加工。
7、轧制油膜。轧制油膜也对送料精度产生影响,轧制完成后如果放置时间过长,轧制油就会发生干燥固化现象,送料时材料就会与送料辊轮发生滑动,使送料的精度下降。
综上,热轧H型钢冲压生产时,应在送料装置、送料中心线、卷料质量三个方面加以控制,以保证产品精度和品质.